





31
2022
-
08
Summary of Technical Requirements for Machining of Mechanical Parts
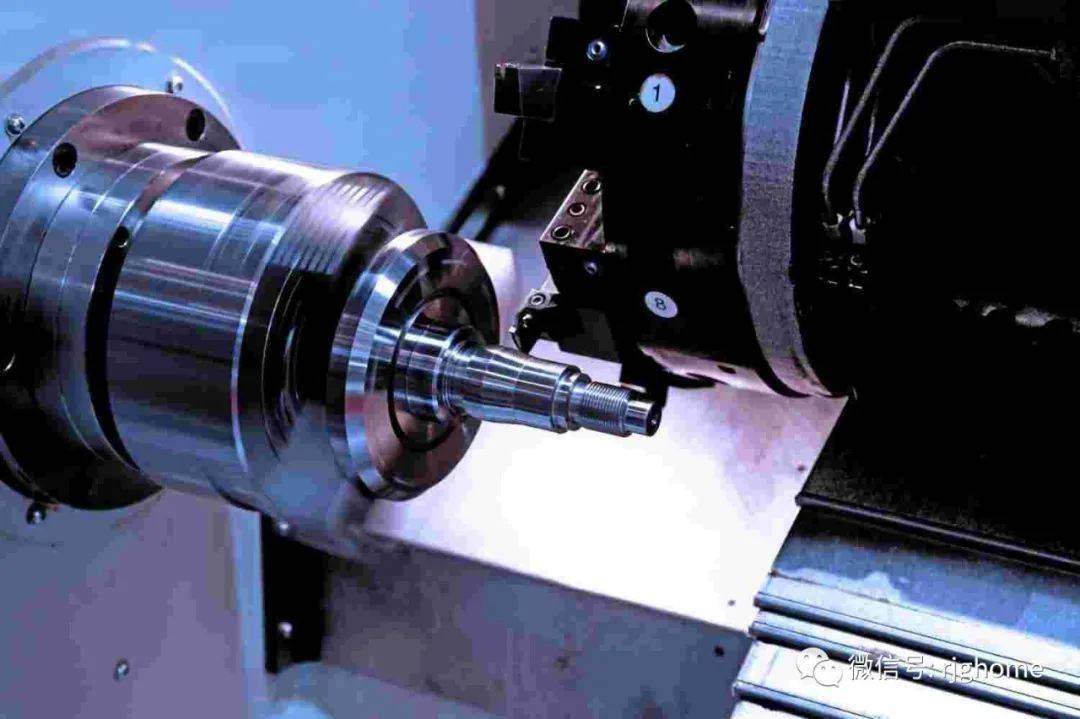
Contouring of 1. parts:
1. The unnoted shape tolerance shall meet the requirements of the GB1184-80.
2. The allowable deviation of unnoted length is ± 0.5mm.
3. Unnoted fillet radius R5.
4. All unnoted chamfers are C2.
5, acute angle inverted blunt.
6, sharp edge inverted blunt, remove burr flash.
2. parts surface treatment:
1, parts processing surface, there should be no scratches, scratches and other defects on the surface of the parts.
2. The processed thread surface is not allowed to have defects such as black skin, bump, disorderly buckle and burr.
Rust, scale, grease, dust, soil, salt and dirt must be removed from all surfaces of steel to be painted before painting.
3. Before derusting, remove the grease and dirt on the surface of steel and iron parts with organic solvent, lye, emulsifier and steam.
4. The time interval between the surface to be coated by shot peening or manual rust removal and primer coating shall not be more than 6h.
5. The surface of riveting parts in contact with each other must be coated with a thickness of 30 ~ 40μm antirust paint before connection. Lap edges shall be closed with paint, putty or adhesive. Primer damaged due to processing or welding shall be recoated.
Heat treatment of 3. parts:
1, after conditioning treatment, HRC50 ~ 55.
2. Medium carbon steel: 45 or 40Cr parts shall be high-frequency quenched, tempered at 350~370 ℃, HRC40 ~ 45.
3. The carburizing depth is 0.3mm.
4. High temperature aging treatment.
Technical requirements for 4. after finishing
1. The finished parts shall not be placed directly on the ground, and necessary support and protection measures shall be taken. 2. The processing surface is not allowed to have defects such as rust, bumps and scratches that affect performance, life or appearance.
3, rolling finishing the surface, rolling shall not have peeling phenomenon.
4, the final process after heat treatment parts, the surface should not have oxide skin. The finished mating surface and tooth surface shall not be annealed.
Sealing treatment of 5. parts:
1. Each seal must be soaked with oil before assembly.
2. Strictly check and remove the acute angles, burrs and foreign objects remaining during parts processing before assembly. Make sure that the seal is not scratched when it is installed.
3. The excess adhesive flowing out should be removed after bonding.
6. gear technical requirements:
1. After the gear is assembled, the contact spots and backlash on the tooth surface should comply with the GB10095 and GB11365 regulations.
2. The reference end face of the gear (worm wheel) and the shaft shoulder (or the end face of the positioning sleeve) should be fitted, and it should not be checked with a 0.05mm feeler gauge. And should ensure that the gear reference end face and the axis of the verticality requirements.
3. The joint surface of the gear box and the cover should be in good contact.
7.Technical requirements for castings:
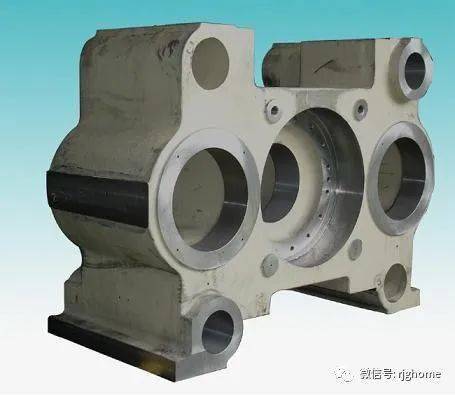
1. The tolerance zone of castings is symmetrical to the basic size configuration of rough castings.
2. There are no cold insulation, cracks, shrinkage cavity, penetration defects and serious incomplete defects (such as under casting, mechanical damage, etc.) on the surface of the casting.
3, castings should be cleaned, no burrs, flash, non-processing show on the gate should be cleaned and cast surface flush.
4. The casting characters and marks on the non-machined surface of the casting shall be clearly distinguishable, and the position and font shall meet the requirements of the drawings.
5. The roughness of the non-machined surface of the casting, sand casting R, is not more than 50μm.
6. Castings shall be cleared of sprue, spines, etc. The residual amount of gate and riser on the non-processed surface should be leveled and polished to meet the surface quality requirements.
7. The molding sand, core sand and core bone on the casting should be removed.
8. For the inclined parts of the casting, the dimension tolerance zone shall be symmetrically arranged along the inclined plane.
9. The molding sand, core sand, core bone, fleshy and sticky sand on the casting shall be shoveled and ground smoothly and cleaned up.
10, the wrong type, boss casting deviation, etc. should be corrected, to achieve smooth transition, a guarantee of appearance quality.
11. The wrinkle on the non-machined surface of the casting shall be less than 2mm in depth and the spacing shall be greater than 100mm.
12. The non-machined surfaces of machine product castings shall be shot peened or roller treated to meet the requirements of cleanliness level Sa2 1/2.
13. Castings must be treated with water toughness.
14. The surface of the casting shall be smooth, and the gate, burr and sticky sand shall be removed.
15. Casting defects such as cold insulation, cracks and holes that are detrimental to use are not allowed in the casting.
XI. Technical Requirements for Forgings:

1. The nozzle and riser of each ingot shall have sufficient removal quantity to ensure that the forgings have no shrinkage cavity and serious deflection.
2. Forgings should be forged on a forging press with sufficient capacity to ensure that the forgings are fully forged.
3. Forgings are not allowed to have visible cracks, folds and other appearance defects that affect the use. Local defects can be removed, but the depth of cleaning shall not exceed 75% of the machining allowance. Defects on the non-machined surface of forgings shall be cleaned and smooth.
4. White spots, internal cracks and residual shrinkage cavity are not allowed in forgings.
Disclaimer: This article is reproduced on the Internet and is copyrighted by the original author. However, due to the large number of reprints or the inability to confirm the real original author, only the reprint source is indicated. If the wrong source is marked and the copyright of the work is involved, please contact us. We will negotiate the copyright issue or delete the content in the first place!
Previous Page
Previous Page
Related News



Changchun Desen
Enterprise Address
Xiaodong Street, Kaiyuan Village, Xixin Town, Lvyuan District, Changchun City, Jilin Province (Xixin Factory Area)
No. 1611 Xijing Road, Lvyuan District, Changchun City, Jilin Province (Hexin Factory)
Enterprise mailbox
Yao Zong: yaoweigao@ccdesen.cn
Cheng Zong: chengli@ccdesen.cn
Service Telephone
Copyright©2023 Changchun Desen Auto Parts Co., Ltd. 丨seo
Quick Connect
Changchun Desen Auto Parts Co., Ltd.
We always focus on product development and manufacturing, continuously optimize product quality and service system, and enhance product competitiveness.